
Visual Inspection and Small Batch Electronics
.jpg?width=300&name=20190610_152632%20(1).jpg) How can a contract manufacturer ensure that it is providing its small batch electronics manufacturing client with the highest quality product when functional testing is not an option? In an effort to reduce costs, many customers will specify that a visual inspection of their completed assembly is to be the final quality control measure prior to shipping. Some of these assemblies can be pretty complex, consisting of hundreds of surface-mount and through-hole components. Each component and its associated solder joints (or another connection method) must be examined. It requires a team of well-trained, dedicated professionals with impeccable attention to detail to successfully complete this requirement.
How can a contract manufacturer ensure that it is providing its small batch electronics manufacturing client with the highest quality product when functional testing is not an option? In an effort to reduce costs, many customers will specify that a visual inspection of their completed assembly is to be the final quality control measure prior to shipping. Some of these assemblies can be pretty complex, consisting of hundreds of surface-mount and through-hole components. Each component and its associated solder joints (or another connection method) must be examined. It requires a team of well-trained, dedicated professionals with impeccable attention to detail to successfully complete this requirement.
The RBB Way
RBB requires all personnel involved in the inspection process to be Certified IPC Specialists trained in the use of the IPC-A-610 Acceptability of Electronic Assemblies.jpg?width=268&name=banner-ipc%20(1).jpg) standard. This standard, used industry-wide, sets acceptability limits for all facets of electronics manufacturing assembly, from proper component placement to solder joint suitability. Used in conjunction with the client's purchase order and all original engineering drawings, it minimizes the chance of a defective assembly reaching the client. Hierarchies of documents in the event of conflict are:
standard. This standard, used industry-wide, sets acceptability limits for all facets of electronics manufacturing assembly, from proper component placement to solder joint suitability. Used in conjunction with the client's purchase order and all original engineering drawings, it minimizes the chance of a defective assembly reaching the client. Hierarchies of documents in the event of conflict are:
-
-
The procurement agreement or purchase order
-
Master drawings, including bills of materials
-
The IPC-A-610 standard
-
The client must determine the level of reliability, or class, desired from the assembly. None of our current clients are content with the broad acceptability requirements defined for Class 1 (in a nutshell, the assembly has to work once). Our clients generally desire higher reliability and longer life, so most specify their assemblies be built and inspected to comply with Class 2 requirements. This is also RBB's default standard. High performance (Class 3) assemblies are specified on the purchase order, and are marked accordingly during the manufacturing process so the more critical manufacturing criteria can be adhered to.
 Once the class is determined and identified, the inspector views the assembly and applies the class-dependent criteria in determining acceptance of any anomaly he or she may find. Component placement, polarity, and solder joint formation are looked at in detail. Wire terminations, terminal crimps, connector assembly, and point-to-point connectivity are also inspected. Form, fit, and function of the finished assembly are considered. General workmanship and cleanliness are examined. Every component of the assembly is evaluated with its respective criteria established by the A-610. Process indicators, a condition that is not a defect but identifies a need for process improvement, are noted and analyzed. Defects are noted and repaired before the assembly is moved to shipping.
Once the class is determined and identified, the inspector views the assembly and applies the class-dependent criteria in determining acceptance of any anomaly he or she may find. Component placement, polarity, and solder joint formation are looked at in detail. Wire terminations, terminal crimps, connector assembly, and point-to-point connectivity are also inspected. Form, fit, and function of the finished assembly are considered. General workmanship and cleanliness are examined. Every component of the assembly is evaluated with its respective criteria established by the A-610. Process indicators, a condition that is not a defect but identifies a need for process improvement, are noted and analyzed. Defects are noted and repaired before the assembly is moved to shipping.
Accepting Limitations
Unfortunately, the client must realize and accept the limitations of the visual inspection. There is always the risk of human error. Training, experience, and good scheduling to provide ample time for the inspection can lessen that risk, but it will always exist. Visual inspection cannot guarantee that the components will function properly when power is applied, especially with older components that are no longer available from the original manufacturer. Visual inspection will not detect electrical over-stress caused by an electrostatic discharge to sensitive components. Without X-ray, visual inspection will not detect solder defects on 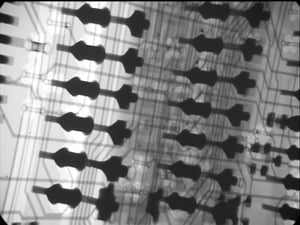 certain surface mount components such as Ball Grid Arrays (BGAs) or bottom termination components. X-Ray can also look at barrel fill on thru-hole components.
certain surface mount components such as Ball Grid Arrays (BGAs) or bottom termination components. X-Ray can also look at barrel fill on thru-hole components.
In spite of its limitations, a well-executed visual inspection will satisfy most of a customer's quality control requirements. It's inexpensive in that it requires no up-front tooling costs or test equipment. 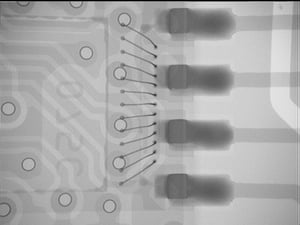 While not as accurate as a full functional test, it sufficiently verifies that the correct parts are placed in the correct locations with the correct polarity and the method of attachment is mechanically and electrically sound.
While not as accurate as a full functional test, it sufficiently verifies that the correct parts are placed in the correct locations with the correct polarity and the method of attachment is mechanically and electrically sound.
RBB's clients can rely on our extensive (and growing) number of services, ranging from visual inspection to X-Ray, to help meet every electronic assembly manufacturing standard. Whether you are a manufacturer looking to partner and provide your small batch customers with the highest quality product or an electronics manufacturing company looking to evaluate different circuit board manufacturers; check out our checklist to see what types of manufacturers will best fit your needs and quality standards.
This post was originally published in July 2015. Updated August 2019.




